

Just-in-Time-Montage
Autor: Andreas Gillessen und Volker Göddertz
Bei der Einführung der Just-in-Time-(JIT-)Montage von Werkzeugarmen zum Werkstückwechsel in CNC-Fertigungszentren sowie für die Beschaffung und Produktion der dafür benötigten Baugruppen und Komponenten wurde ein Kanban-System unter SAP eingeführt. Bei der Umsetzung ohne Anpassungsprogrammierung galt es, verkürzte Durchlaufzeiten, reduzierte Lagerbestände und hohe Lieferbereitschaft optimal zu justieren.
Die Firma Chiron produziert vertikale CNC-Fertigungszentren, die in Serienproduktion hergestellt, durch ein Baukastensystem aber auch an individuelle Aufgaben angepasst werden können. Zur Produktpalette gehören Fünf-Achs-Universal-Fräsmaschinen, Langbett-Fertigungszentren sowie ein- oder zweispindlige Fertigungszentren mit integrierten Werkstückwechslern. Für die Werkstückwechsler werden Werkzeugarme benötigt, deren Montage auf just in time (JIT) umgestellt werden sollte. Ziel dieser Umstellung war die Verbesserung der Lieferbereitschaft bei gleichzeitiger Reduzierung der Lagerbestände.

Bestandssenkungspotenzial von 43% vorab ermittelt
Die Frage der Machbarkeit wurde durch eine Daten-Voranalyse geklärt. Diese lieferte ein Bestandssenkungspotenzial von 43% des zum Projektbeginn vorhandenen Bestandswertes. Um die Werkzeugarmproduktion auf JIT umzustellen, wurden die Bestände auf die variantenbildende Komponentenebene vor der Werkzeugarm-Montage vorverlagert.
Angestrebt wurde ein Karten-Kanban mit Anbindung an das SAP-Kanban-System ohne Anpassungsprogrammierung. Das Konzept wurde grundsätzlich nicht SAP-„normiert“, sondern funktionsoptimiert entwickelt. Folgende Kanban-Verfahren sollten zum Einsatz kommen:
- ereignisgesteuertes Kanban für die Abrufe der Werkzeugarme (JIT-Montage);
- Karten-Kanban-System für dringende Ersatzteilbedarfe der Werkzeugarme;
- Behälter-Kanban-System für die Vormontage der Baugruppen;
- Sammel-Kanban-System für die Eigenfertigung der Komponenten;
- Karten-Kanban- und Behälter-Kanban-System für die Lieferantenintegration;
- 2-Behälter-Kanban-System und Umlagerungskanban für Kleinteile und Schüttgut.
Insbesondere die Anforderung, ein Sammel-Kanban mit Ampelsteuerung in SAP umzusetzen, war dabei problematisch, denn der SAP-Standard bietet Sammel-Kanban als eigenständige Funktion nicht an.
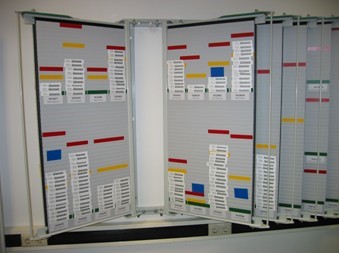
Der Nutzen des Sammel-Kanbans mit Ampelsteuerung (Bild 1) liegt in einer Flexibilisierung der Eigenfertigung. Denn erst, wenn sich die Anzahl der Kanban-Behälter im roten Bereich befindet, muss mit der Produktion begonnen werden. Befindet sich die Anzahl an leeren Kanban-Behältern noch im gelben Bereich, kann mit der Produktion begonnen werden. Diese Flexibilität gibt dem Produktionsbereich die Möglichkeit, den Zeitpunkt und die Menge der Nachlieferung selbst zu bestimmen. Zur Auslegung wurden alle fertigungsrelevanten Parameter wie Behältermenge, Anzahl der Teile je Behälter, Mindest- und Maximalfertigungslosgrößen, Vorlauf-, Rüst-, Produktions- und Transportzeiten sowie Ausschussmengen, Fertigungslosgrößen der Kunden und so weiter berücksichtigt.
Regelkreis-Dimensionierung mit SAP nicht umsetzbar
Ohne Anpassungsprogrammierung ist ein Sammel-Kanban in SAP nur integrierbar, wenn man zwei SAP-Regelkreise aufbaut: Losfertigungs-Kanban und Umlagerungs-Kanban.
Eine weitere Anforderung an ein optimiertes Kanban-System ist mit SAP jedoch nicht hinreichend umsetzbar: Die Regelkreis-Dimensionierung. Sie ist regelmäßig vorzunehmen, denn Schwankungen in der Kundennachfrage, Veränderungen der Produktionsabläufe und der Produktionsparameter sind immer gegeben. In der Regel erfolgt die Regelkreis-Dimensionierung aber nur über die „klassische“ Kanban-Formel, die auch im SAP-Modul PP zur Anwendung kommt. Diese Parameter sind jedoch nicht hinreichend. Die Dimensionierung der umlaufenden Kanbans und damit die Bestandshöhe hängen bei dieser Formel im Wesentlichen vom Sicherheitsfaktor ab, der jedoch nicht mathematisch-analytisch, sondern nach „Bauchgefühl“ festgelegt wird. Darüber hinaus berücksichtigt die klassische Kanban-Formel nicht alle Stellgrößen, die es zu beachten gilt. Deshalb greift die klassische SAP-Kanban-Formel zu kurz.
Optimale Kanban-Regelkreise werden nur erzielt, wenn weitere Stellgrößen mit einfließen:
- Losgröße des Lieferanten;
- Losgröße/Verbrauchseinheiten des Kunden;
- Verbrauchsverhalten des Artikels;
- Ausschussfaktoren;
- Liefertreue;
- Kapazitätssituation/Flexibilität/Vorlaufzeit sowie die zukünftig zu erwartenden Verbräuche.
Aus diesem Grund wird bei Chiron die Kanban-Dimensionierung von Abels & Kemmner eingesetzt. Aus den SAP-Verbrauchs- oder SAP-SOP-Daten entnimmt sich die Kanban-Dimensionierung die Bedarfe der Werkzeugarme und ermittelt daraus über die Stücklistenauflösung die Bedarfe für alle Kanban-gesteuerten Komponenten. Diese Werte bilden die Grundlage für die Dimensionierung, weil aus ihnen für jede Komponente der Grund- und Sicherheitsbestand in Abhängigkeit des Verbrauchsverhaltens (XYZ-Komponenten) ermittelt wird.
Über die definierten Parameter jeder einzelnen Komponente und einen Simulationszeitraum von fünf Jahren wird nun getestet, welche Anzahl Kanbans in das System eingesteuert werden müssen. Dabei wird der Sicherheitsbestand laufend überwacht, ob er ausreicht, damit das System nicht leer läuft, beziehungsweise ob keine überflüssigen Kanban-Behälter im System zirkulieren. Zur Beurteilung des Systems werden den Mitarbeitern unter anderem folgende Ergebnisse zur Verfügung gestellt:
- Anzahl notwendiger Kanbans sowie Differenz zur aktuellen Situation;
- maximale Anzahl Kanban-Behälter im Lagerbereich;
- Minimal-, Durchschnitts- und Maximallagerbestand;
- Grund- und Sicherheitsbestand auf Basis der WBZ;
- Kalkulation der durchschnittlichen monatlichen Rüstvorgänge.
Die Dimensionierung kann nun durch Veränderung der Parameter mehrmals wiederholt werden. Damit lassen sich Verbesserungen bei Beständen und Rüstvorgängen gegen Änderungen der Parameter abwägen.
Die Umstellung auf die JIT-Fertigung mit Kanban-Steuerung bedurfte zuerst einer organisatorischen Veränderung in den betroffenen Bereichen: Die Werkzeugarm-Montage erhielt ein neues Montagelayout. Auch wurden Art und Gestaltung der Montage-Arbeitsplätze (Hilfsmittel, Greifbereiche und Laufwege) sowie die damit verbundenen benötigten Lagerflächen („Supermarkt“) erneuert. Ziel der Arbeitsplatzgestaltung war es auch, durch geeignete Hilfsmittel die Arbeitsproduktivität zu steigern, indem der Durchsatz pro Arm und Werker erhöht wird.
Diese Aktivitäten wurden durch Chiron geleitet und umgesetzt. Abels & Kemmner begleitete die Umstellung jedoch als Sparrings-Partner sowie durch Lieferung des benötigten Inputs. Heute läuft die Werkzeugarm-Montage JIT. Was das bedeutet, hat unterschiedliche Ausprägungen, je nachdem, ob es sich um eine Neu- oder Ersatzbestellung handelt.
Geringe Rüstzeiten und kurze Durchlaufzeiten
Aufgrund geringer Rüstzeiten und kurzer Durchlaufzeiten können die Werkzeugarme mit der „Losgröße 1“ montiert und kurzfristig für die Endmontage der Fertigungszentren bereitgestellt werden. Die Abrufe werden über das so genannte „ereignisgesteuerte SAP-Kanban“ ausgelöst. Das Logistikzentrum löst seine Bedarfe in SAP aus und generiert damit einen Fertigungsauftrag in SAP, der unmittelbar danach in der Werkzeugarm-Montage ausgedruckt wird. Die Werkzeugarm-Montage muss die Bedarfe mit einer Durchlaufzeit von maximal zwei Tagen bedienen. Dann müssen die Werkzeugarme fertig zum Versand dem Logistikzentrum zur Verfügung stehen.
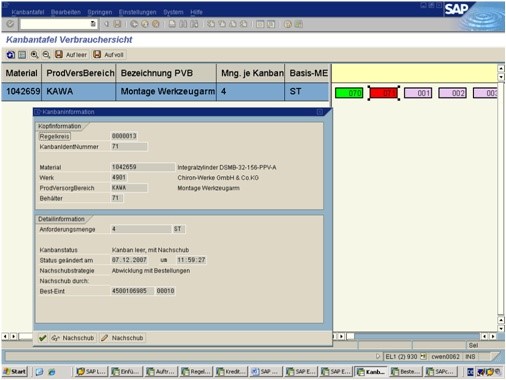
Ersatzteilbedarfe der Kunden allerdings müssen teilweise unmittelbar und direkt bedient werden können. Eine Durchlaufzeit von weniger als einem Tag ist dafür unter Umständen schon zu lange. Um diese Bedarfe bedienen zu können, wurde ein eigener Kanban-Regelkreis für Ersatzteilbedarfe in SAP angelegt. Dieser Regelkreis arbeitet mit einem Sicherheitsbestand von fünf Werkzeugarmen. Werden Bedarfe durch diesen Sicherheitsbestand bedient, muss die Werkzeugarm-Montage diesen wieder kurzfristig auffüllen. Die Steuerung erfolgt hier klassisch über Kanban-Karten, die an den Werkzeugarmen befestigt sind. Bei der Entnahme werden die Kanban-Karten der Montage zur Verfügung gestellt. Über „Leer“- und „Voll“-Scannen der Kanban-Karten werden in SAP Fertigungsaufträge generiert und abgeschlossen (Bild 2).
Damit eine immer ausreichende Bestückung mit Komponenten und Baugruppen gewährleistet ist, wurde das Komponentenlager zur Versorgung der Werkzeugarm-Montage als Kanban-Lager vor der Werkzeugarm-Montage ausgelegt. Durch diese Vorgehensweise wurde es möglich, die verstärkte Lagerhaltung weg vom Werkzeugarm und zurück auf eine geringere Wertschöpfungsstufe zu verlegen (Komponenten statt Werkzeugarme). Durch die Versorgungssicherheit mit Komponenten kann kurzfristig auf Änderungen der Nachfrage beziehungsweise Zusatzbedarfe reagiert und können diese auch bedient werden.
Darüber hinaus wurde durch die Verlagerung der Lagerhaltung auf eine geringere Wertschöpfungsstufe, vor allem aber vor die eigentlich variantenbildende Produktionsstufe, ein höherer Lieferservice bei gleichzeitig stark reduzierten Lagerbeständen möglich. Die Ware lagert in unterschiedlichsten Behältnissen. Einige Artikel werden in einem Rollendurchlaufregal gelagert. Dieses dient auch zur Lagerung von Komponenten für die Baugruppenmontage der so genannten Greifer.
Die Einführung von Kanban mit externen Lieferanten unterscheidet sich bei Chiron aus Sicht des Abnehmers nur dadurch, dass hier auch „Externe“ in den Regelkreis eingebunden sind. Die Auswahl Kanban-geeigneter Artikel ist damit verständlicherweise auch immer mit der Auswahl geeigneter Lieferanten gekoppelt. Bei Chiron wurden drei Lieferanten in die Kanban-Steuerung integriert. Für diese Lieferanten wurde gleichzeitig eine Umstellung von klassischer Bestellabwicklung auf Lieferplaneinteilungen vorgenommen. Über das „Leer“- und „Voll“-Scannen der Kanban-Karten beziehungsweise der Kanban-Behälter werden Lieferplaneinteilungen und Wareneingänge zum Lieferplan generiert. Für die übrigen Lieferanten, die meist nur wenige und geringwertige Komponenten liefern, wurde zur Pull-Steuerung das Meldebestandsverfahren eingesetzt. Die notwendigen Melde- und Sicherheitsbestände wurden entsprechend dimensioniert.
Kanban-Einführung bindet Mitarbeiter konzeptionell ein
Die Einführung von Kanban begann mit einer Änderung der Arbeitsweise und des Verhaltens der beteiligten Mitarbeiter bei Chiron. Dies bedingte allein schon die Dezentralisierung der Produktionssteuerung zurück in die Produktionsbereiche. Ein wesentlicher Erfolgsfaktor der Kanban-Einführung bei Chiron war deshalb auch die Integration der Mitarbeiter in die Systemkonzeption. Alle organisatorischen Abläufe wurden darüber hinaus gemeinsam mit den Mitarbeitern erarbeitet. Darüber hinaus wurde ein eintägiges Planspiel eingesetzt, in dem die Teilnehmer schrittweise einen Fertigungsablauf optimierten und von Push- auf Pull-Steuerung umstellten.
Die Mitarbeiter wurden damit in kürzester Zeit hinsichtlich Kanban so weit geschult und qualifiziert, dass Anforderungen, Aufgaben und Problemstellungen, die sich aus einer Umstellung auf Kanban ergeben, gut beurteilt werden konnten. Auf diese Weise konnte das Vertrauen der Mitarbeiter in das Konzept und das Verständnis beziehungsweise die Identifikation mit den Gesamtabläufen und den Detailabläufen der jeweiligen Produktionsbereiche geschaffen werden. Und dies ist wichtig, denn die Mitarbeiter tragen im Rahmen des Kanban-Systems die Verantwortung für die termin- und qualitätsgerechte Bereitstellung der Komponenten. In dieser Erhöhung der Selbststeuerungskompetenz der Mitarbeiter liegt darüber hinaus der eigentliche Grund für die erhebliche Reduzierung des Steuerungs-, Koordinations- und Buchungsaufwandes der Kanban-Steuerung.
