
Projekt zur schlanken Materialwirtschaft beim Marktführer für Massenspektrometer
Von Kurt Künnemann und Bernd Reineke
Die Thermo Electron GmbH ist ein High-Tech-Unternehmen in Bremen, das Massenspektrometer für verschiedenste Anwendungsbereiche herstellt. Seit den 90er Jahren konzentriert sich das Unternehmen auf die Kernkompetenzen Technologie, Produktentwicklung und Marketing und hat Zug um Zug die Eigenfertigungstiefe reduziert. Diese Maßnahme führt jedoch nicht automatisch zu einer schlanken innerbetrieblichen Materialwirtschaft. Daher beauftragte das Unternehmen den Supply-Chain-Spezialisten Abels & Kemmner, neue Logistikprozesse zu designen und deren Umsetzung zu begleiten.
Auch bei den hochspezialisierten Analysegeräten spielen kurze Lieferzeiten für die Kunden aus Forschung, öffentlichen Einrichtungen und Industrie eine wesentliche Rolle. Daher beschaffte Thermo Electron Standardkomponenten und -geräte zumeist kunden- und auftragsneutral, um so stets einen hohen Lieferbereitschaftsgrad zu gewährleisten. Eine Vielzahl mechanischer und elektronischer Baugruppen sowie unzählige Einzelteile wurden so stets bevorratet.
Bestandssenkung um 40 % als Zielvorgabe
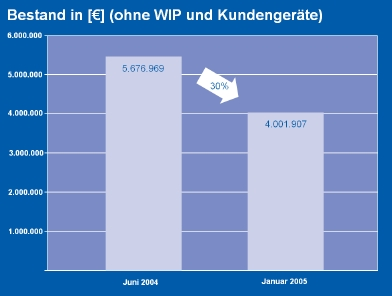
Nach dem Outsourcing der Sonderwerkstatt sowie der Vakuumtechnologie in den 90er Jahren sanken die Bestände der z. T. hochwertigen und großvolumigen Zukaufteile jedoch nicht angemessen. Deshalb definierte die Geschäftsführung das Ziel, die Bestandswerte von rd. 5 Mio. Euro um mindestens 40% auf ca. 3 Mio. Euro zu senken. Entsprechender Zugzwang wurde dadurch geschaffen, dass der Neubau, der Anfang 2005 bezogen werden sollte, diese Zielvorgabe auch rein physikalisch erforderte, denn die Lagerflächen wurden in der Bauplanungsphase entsprechend knapp dimensioniert. Die Herausforderung in diesem Projekt bestand also darin, zum einen die Lieferbereitschaft aufrecht zu erhalten oder im Idealfall noch zu steigern und gleichzeitig die Bestände drastisch zu reduzieren.
Bereits zu Beginn des Projektes wurde deutlich, dass bei der Gestaltung der zukünftigen Logistikprozesse die Lieferanten-Einbindung eine wesentliche Rolle spielt. Diese sollten insbesondere die Umstellung vom bisherigen Push-System auf das zukünftige Pull-System unterstützen und mitgestalten, indem sie die Bevorratung insbesondere der großvolumigen und hochwertigen Baugruppen übernehmen. Bevor jedoch die Lieferanten mit der neuen Struktur vertraut gemacht werden konnten, waren zunächst wichtige Vorarbeiten zu erledigen. Dazu gehörten:
- Analyse der Beschaffungsteile durch ABC- und XYZ-Methode,
- Volumenanalyse der Einkaufsteile zur Abschätzung des erforderlichen Lagervolumens,
- Analyse der Gerätestruktur mit Hinblick auf mehrfache Teileverwendung und Möglichkeit zur Zusammenfassung zu „Lieferkits”,
- Überprüfung der einkaufsrelevanten Logistik-Parameter wie Wiederbeschaffungszeiten, Mindestbestellmengen und Preisstaffelungen.
Simulationstool ermittelt Ziellagerbestand
Zu Beginn des Projektes waren die Produktstrukturen anhand der Stücklisten bis zur Stufe der Einkaufskomponenten eingehend zu analysieren. Die Stücklisten gaben den Aufbau nach Funktionsbaugruppen aus Sicht der Konstruktion wider; Aspekte der Montage und Teileverwendung waren dabei weniger berücksichtigt. Alle Verbindungselemente wie Schrauben, Schellen, Unterlegscheiben oder Muttern waren als Einzelpositionen enthalten und wurden auch einzeln beschafft und bevorratet. Hier war ein erster Ansatzpunkt, „Montagekits” zu bilden. Diese sind also im Sinne der Stücklistenstruktur Baugruppen, die fremdbeschafft werden. Damit sinkt die Zahl der zu beschaffenden Einzelteile deutlich, auch der Aufwand im Wareneingang oder bei der Kommissionierung reduziert sich dadurch erheblich. Weitere Beispiele für die Montagekit-Bildung sind „Pumpenkits” (Vakuumpumpen, Schläuche, Anschlüsse etc.) oder Werkzeuge für den Geräteaufbau beim Kunden (z.B. Werkzeugtasche, Schraubendreher, Gabel- und Ringschlüssel, Knarren, etc).
Weiterhin wurde das Sortiment der Handlagerteile überprüft und auf die aktuellen Belange der Montage angepasst. Hierbei handelt es sich um geringwertige DIN- und Normteile, die praktisch bei jedem Gerät benötigt werden. Sie werden an den Montagearbeitsplätzen bevorratet und rein verbrauchsbezogen beschafft. Die Beschaffung und Bereitstellung der Handlagerteile ist somit im Vergleich zu anderen Teilen mit nur sehr geringem Aufwand verbunden.
Bevorratungsstrategie
Nach Klärung der Produkt- und Stücklistenstrukturen konnten die Bevorratungsstrategien der Baugruppen, Montagekits und Einzelteile entschieden werden. Grundlage hierfür waren die ABC/XYZ-Analyse sowie die Ergebnisse aus der Volumenanalyse. Die ABC-Analyse wurde klassisch nach Einkaufsumsätzen bzw. nach Herstellkosten bei Eigenfertigungsteilen mit 80% (A), 15% (B) und 5% (C) Umsatzanteil durchgeführt. Die XYZ-Analyse ist eine Auswertung der Verbräuche anhand des Variationskoeffizienten und gibt Aufschluss über die Gleichmäßigkeit des Teileverbrauchs. Während X- und Y-Teile relativ regelmäßig vom Lager abfließen, weisen Z-Teile vorwiegend Unregelmäßigkeiten im Verbrauch auf. Je gleichmäßiger der Verbrauch ist, desto verlässlicher lassen sich die Komponenten planen. Dies wurde bei der tabellarischen Betrachtung entsprechend berücksichtigt (Bild 1).
| Klasse | Planung/Disposition | Lagerhaltig | Befieferung |
| ABXYZZ2 | Bedarfsauflösung gem. rollierendem Produktionsplan | nein | JIT Lieferpläne mit Feinabruf |
| C-Teile von AB-Teile-Lieferanten | Bedarfsauflösung gem. rollierendem Produktionsplan | nein | JIT Lieferpläne mit Feinabruf |
| CXY WBZ<30 Tage geringes Lagervolumen | verbrauchsgesteuert mit Meldebestand | ja | automatisierte Bestellung |
| CXY WBZ>30 Tage geringes Lagervolumen | stochastische Disposition | ja | automatisierte Bestellung |
| CXY großvolumig | Bedarfsauflösung gem. rollierendem Produktionsplan | nein | JIT Lieferpläne mit Feinabruf |
| CZZ2 | Bedarfsbezogen | nein | Bestellung |
Bild 1: Bevorratung nach Klassen
Wie aus der Tabelle hervorgeht, wurde entschieden, dass alle A- und 13-Teile, unabhängig vom Verbrauchsverhalten und dem Volumen, zukünftig bedarfsbezogen beschafft und Just-in-Time (JIT) über Abruf vom Lieferanten anzuliefern sind. Ist ein Lieferant bereits JIT-Lieferant, da er A- oder B-Teile liefert, sind auch alle anderen Positionen von diesem Lieferanten just in time zu liefern. Großvolumige C-Teile sind ebenfalls JIT-Kandidaten, wenn sie ein X- oder Y-Verbrauchsverhalten aufweisen. Alle anderen CXY-Teile geringeren Volumens sind zu bevorraten und verbrauchsbezogen zu beschaffen.
Lieferanten in Pull-Prinzip einbezogen
Die notwendigen Umstellungen des SAP-R/3-Systems wurden von den SAP-Spezialisten der Abels & Kemmner GmbH vorbereitet und in enger Abstimmung mit dem zentralen IT-Bereich durchgeführt, der bei Thermo Electron in den USA beheimatet ist¹. Dabei standen sowohl hohe Transparenz der Beschaffungssituation inklusive der Rückverfolgbarkeit bis auf das Einzelgerät wie auch eine möglichst effiziente Abwicklung der Auftrags- und Buchungsprozesse im Vordergrund. Dazu wurden die im SAP-Standard enthaltenen Möglichkeiten zur Vereinfachung und Automatisierung genutzt.
Die neuen Abläufe und Zusammenhänge, insbesondere der neuen JIT-Belieferung, wurden dokumentiert und mit den internen Kräften abgestimmt und geschult. So sind jetzt JIT-Teile bereits im Wareneingang zu identifizieren und, ohne sie einzulagern, direkt an den Produktionsbereich zu übergeben, der eigens für die anstehenden Montageaufträge separate Bereitstellflächen reserviert. Aber auch die Abstimmung der neuen Abläufe mit den Lieferanten war ein wichtiger Schritt, um die Projektergebnisse erfolgreich umzusetzen. Dazu wurden die JIT-Lieferanten in Einzelgesprächen mit den Änderungen vertraut gemacht und insbesondere der Informationsfluss zwischen den Unternehmen abgestimmt.
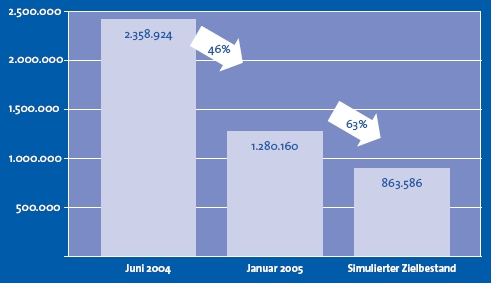
Schon zum Ende des initialen Projektes zeigten sich bereits die ersten Früchte des Erfolgs: Der Bestandswert ging innerhalb von sieben Monaten um 46 % zurück. Der mit dem Simulationstool „Diskover” von Abels & Kemmner ermittelte Ziellagerbestand, d.h. der Bestand der verbleibenden Stücklisten-Positionen, liegt sogar über 60% unter dem Ausgangswert (Bild 2). Die Anzahl der aktiven, in Stücklisten verwendeten Baugruppen und Komponenten konnte bei den Basisgeräten um 15 % und bei den Optionen, dies sind je nach Kundenwunsch einsetzbare Module, um 11 % reduziert werden.
 Der Umzug zum Jahreswechsel und die damit verbundenen Umstellungen waren innerhalb kürzester Zeit vollzogen. Die neuen Abläufe werden zurzeit weiter feinjustiert und konsolidiert.
Der Umzug zum Jahreswechsel und die damit verbundenen Umstellungen waren innerhalb kürzester Zeit vollzogen. Die neuen Abläufe werden zurzeit weiter feinjustiert und konsolidiert.
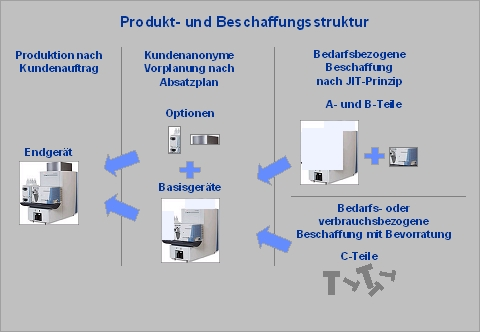
Die Einbindung der Lieferanten in das Pull-Prinzip gestaltete sich aufgrund der Fokussierung auf A- und B-Teile mit XY-Verhalten unproblematisch. Darüber hinaus stellen die zusammengestellten Kits für Thermo Electron ein vereinfachtes Verfahren für die internen Bereitstellungsabläufe dar, das gerne angenommen wurde (Bild 3). Für die Lieferanten bedeuten die Umstellungen höheres Umsatzpotenzial und stärkere Bindung an den Kunden, was sich positiv auf die Planungs- und Investitionssicherheiten auswirkt. Thermo Elektron profitiert letztlich von der steigenden Liquidität, da wesentlich weniger Kapital in Bestandswerten gebunden ist. Insofern können alle Beteiligten von dem neuen JIT-Konzept ihren Nutzen ziehen. Die weiteren Schritte sehen vor, die Bestände weiter zu senken und gleichzeitig die Lieferbereitschaft zu erhöhen, indem prognosegestützte Dispositionsverfahren zum Einsatz kommen. Die dafür optimalen Prognoseverfahren und Verfahrensparameter werden über die Simulationswerkzeuge von Abels & Kemmner ermittelt und an das SAP System übergeben.
