

By Steffen Schwippl, Serag-Wiessner KG, and Dr. Bernd Reineke
Serag-Wiessner is a manufacturer of surgical suture material and sterile liquid dosage forms. The traditional Upper Franconian company constantly strives to meet the highest quality standards and continuously optimizes its production and logistics processes. The Solutions division produces standard infusion solutions, liquid and sterile products for wound treatment, numerous special solutions as well as individual formulations specifically tailored to customer requirements. The majority of products are delivered from stock within a short time. Realizing these requirements as cost-effectively as possible is easier said than done. A highly complex manufacturing process with very specific restrictions has to be planned and controlled for this. A task that can hardly be accomplished by hand due to the large number of influencing factors.
Processes in the ‘Solutions’ segment should therefore be further optimized with the aim of reducing throughput times and inventories to the necessary level while maintaining delivery readiness at a high level of 93%. The ERP system supports sales planning and requirements planning for finished products with the help of simple forecasts. Coupled with their experience, the responsible schedulers worked out the planned and production orders. As delivery readiness is of great importance, securities were found in the inventories, safety stocks and lead times.
The implementation of the planning results in production was in turn subject to the assessments of the production controllers, who tried to plan and control production as efficiently as possible to the best of their knowledge and belief.
In the production sector in particular, many influencing factors have to be taken into account, which together lead to a very high and unmanageable level of complexity. In addition, there were numerous ad hoc orders due to insufficient stocks, which resulted in short-term rescheduling processes and had a major impact on process efficiency.
The aim of the project was therefore to enable optimized production planning and control based on system-supported sales planning. Optimal means a result that represents a resource-saving production sequence in accordance with agreed rules, taking into account relevant criteria.
The value stream of the production process is shown in the figure below:
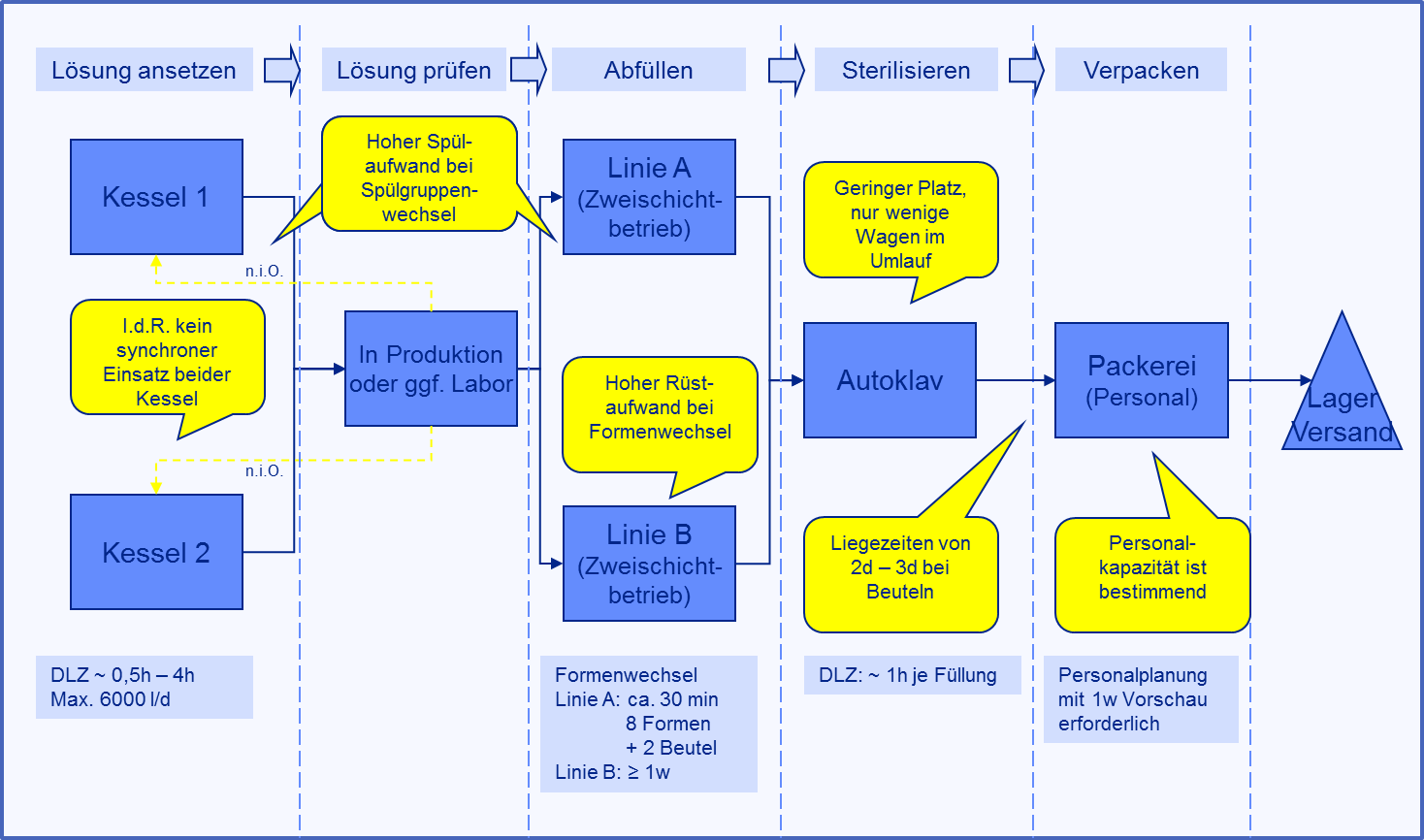
The filling process starts when the solutions are prepared in two different vessels. After checking the specification and fulfillment of the product requirements, the filling process takes place from the vats into bags or bottles. Two filling lines are available for this purpose: one for pouch products and one for bottled products. After filling, the sterilization process takes place in the autoclave. This process takes place discontinuously, i.e. the autoclave is filled up to its capacity and then the temperature-controlled sterilization process takes place over several hours. After this process, the products are fed into the packaging.
The following restrictions must be taken into account when planning and controlling this process:
- The sometimes very long set-up and cleaning times must be taken into account in capacity planning and scheduling. The set-up time for filling the bottles on system B is around one week, so the system has only been converted twice a year to date.
- The space between the filling area and the autoclave is cramped, so that only a limited volume of filled products can be accommodated. In the case of large-volume products (large bottles or bags), this can lead to a jam in front of the autoclave.
- Filling is the bottleneck for small-volume products; the autoclave and packaging are not used to capacity.
- The filling process must be completed on the same day until sterilization in the autoclave. A new filling process can therefore only be started with an appropriate lead time so that the filled goods can be sterilized by the end of the shift.
- Since system B does not change the setup state for filling the bottled products over a longer period of time, the products that require the currently set setup state must be stocked to such an extent at the time of changeover that the period until this setup state is reached again can be bridged and the ability to deliver can be maintained.
Support for the planner through specialized tools
In order to manage this highly complex planning process, planners and production controllers should be supported by suitable tools in the future. In addition to determining the correct production quantities, the support also had to go so far as to determine an optimized sequence of production orders so that capacities are optimally utilized through a suitable product mix, resulting in the lowest possible set-up costs. At the same time, it was necessary to build up stocks of line B products in order to bridge the duration of the set-up cycle.
Calculation of the EPEI as a basis for planning
The design of the future solution began with the question of what the right batch sizes were and how many set-up processes were feasible. The EPEI (Every Part Every Interval) principle was used to answer this question. The EPEI is the shortest possible period of time in which each of the products manufactured on this line can be produced in sufficient quantities. The EPEI therefore enables optimum utilization of the available resources through machining and set-up processes.
The first surprise was that the previous assumption that Line B could only be equipped twice a year at most was disproved. Taking into account small time buffers, the number of set-up processes could be virtually doubled, thus halving the batch sizes. A first step towards reducing stocks.
Important input variable: the forecast
One of the most important input parameters for the planning process is a reliable forecast of future requirements. The DISKOVER SCO optimization system, which is already in use in another product segment, is used to determine the optimized forecasts.
On the one hand, this provides demand figures to fulfill the desired delivery capability and, on the other hand, the necessary production proposals, taking into account the current demand and procurement situation. These production proposals are now taken up by the newly created production control system, put in the right order and scheduled. A setup matrix, which contains the setup times for all possible product changes in the filling process, serves as the basis for sequence optimization. The scheduling algorithm is based on the current production situation, i.e. the setup status of the filling line and the progress of production.
Taking into account the shift and break times, the orders are scheduled at work process level and displayed in the form of a table and a Gantt chart (see Figure 2).
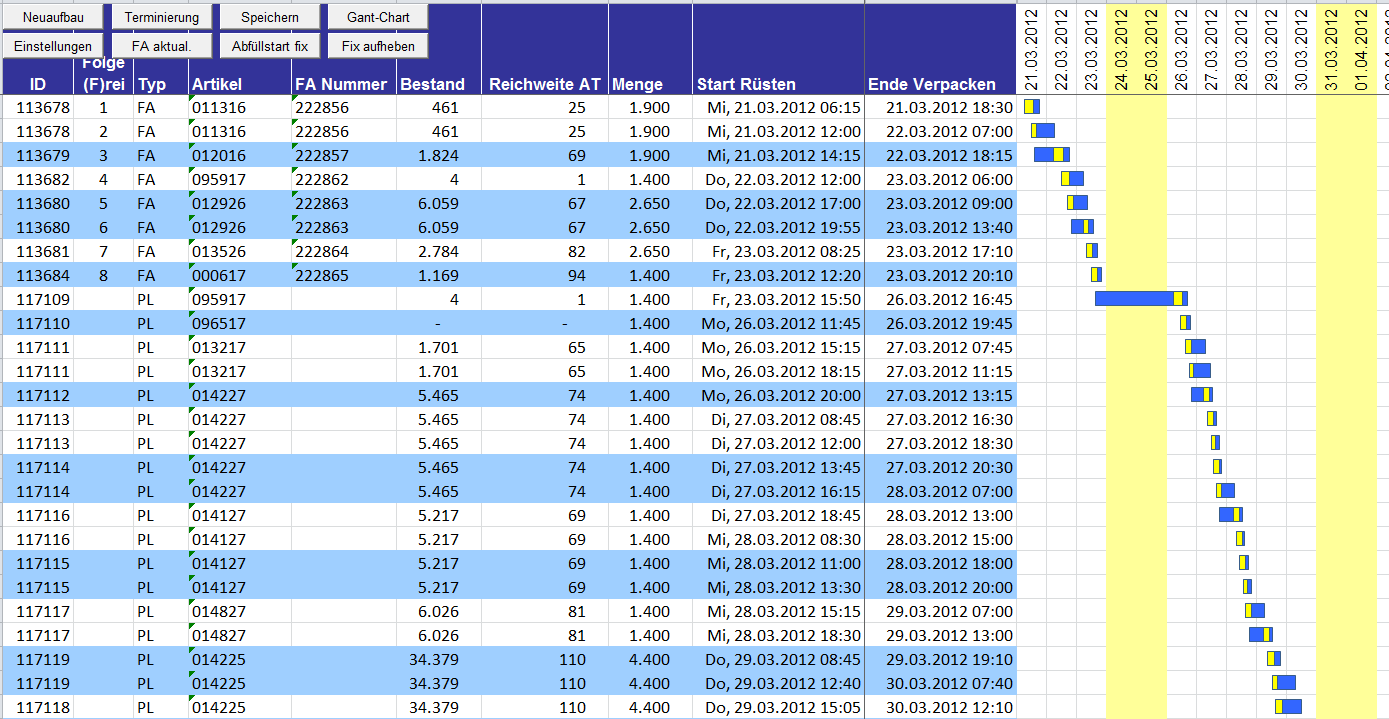
The production controller can now implement the planned orders and automatically transfer them to the ERP system. The solution also offers the option of fixing, splitting or even changing the sequence of orders with simple clicks.
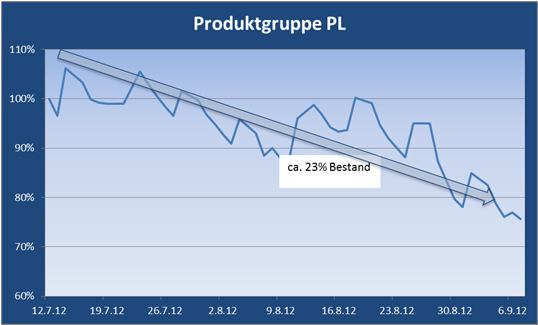
After just two months of use, the scheduler helped to reduce inventories in the PL product segment by 23% (see Figure 3). At the same time, the delivery situation has improved significantly. Much more important, however, are the improved transparency and rapid completion of the planning task. This can now also be taken over by other employees after a brief introduction to the tool.
Further information on this topic can be found here:
- Best practice rules for efficient scheduling
- Hierarchical planning: it’s all about the right planning mix!
- High delivery readiness with fluctuating demand
- Always precise intervention in the supply chain
