

Part 2 of the blog series showed that the greatest danger in the application of economic lot-sizing procedures is the naïve application of one procedure for all articles, so we now take a look on costs and economical lot sizes . The most suitable economic lot-sizing procedure must be found for each article; only in this way can costs actually be reduced, but then dramatically.
Don’t be afraid of determining the costs when calculation economical lot sizes
While in practice almost nobody cares about the danger of incorrect economic lot-sizing procedures, there is much discussion about how to arrive at correct input costs for lot-sizing.
Dealing with costs in economical lot size optimisation
In general, two oppositely reacting types of costs are to be considered in economic lot-sizing procedures: on the one hand, the inventory costs and, on the other hand, the lot initiation costs, i.e. the procurement costs in the case of purchased articles or the set-up costs in the case of in-house production articles.
These two costs represent the two sensitive input variables for the calculation of economic lot sizes. In practice, the correct determination of these costs is usually seen as the greatest obstacle to the application of economic lot-sizing procedures. However, the issue of costs is less challenging than commonly feared.
Economical lot size – Which costs are to be taken into account?
Warehousing costs are made up of a whole range of cost types. In addition to the interest on capital employed, this also includes other, ofter much larger kinds of costs. These are mainly: costs for wear and tear, loss and breakage, transport and handling within the warehouse, storage and depreciation as well as warehouse management and insurance.
Procurement costs include all costs in the procurement process, especially ordering costs, quantity discounts, additional costs for unfavourable order quantities, transport, insurance and packaging costs and, if applicable, incoming goods and quality inspection costs. Accordingly, set-up costs in in-house production can also include more than just the costs for set-up. Order processing costs, cleaning costs and quality inspection costs, for example, might occur here too.
It is not possible to determine precise costs for every material number in every process. Usually, when considering inventory carrying costs and lot initiation costs, imputed values are used, which represent average values at least over a group of articles, sometimes over all articles. This normally leads
Only variable costs count
It is important when considering costs that not the full costs but only the variable costs may be considered; an error that is frequently encountered in practice. Lot initiation costs or components of inventory carrying cost rates, which are independent of the lot sizing decision, play no role in determining the economic lot size.
Let’s take the machine hourly rate as an example, which is often used to calculate set-up costs. A large part of the machine hourly rate consists of the depreciation costs, allocated to each hour of the budgeted equipment runtime. However, the depreciation costs do not increase proportionally with each hour of production of the equipment under consideration. Rather, they are incurred in full, so to speak, in the first second of the new business year. Whether work is done on this equipment once a year or five days a week does not change anything relevant about the depreciation costs.
Also inaccurate costs may lead to the proximity of the economic batch size
Fortunately, it is not necessary to set up a scientific research project to determine the costs. The effects of even significant deviations of the lot initiation costs or the inventory carrying cost rate from the “real” values usually do not lead to correspondingly large deviations in the determined optimal lot sizes.
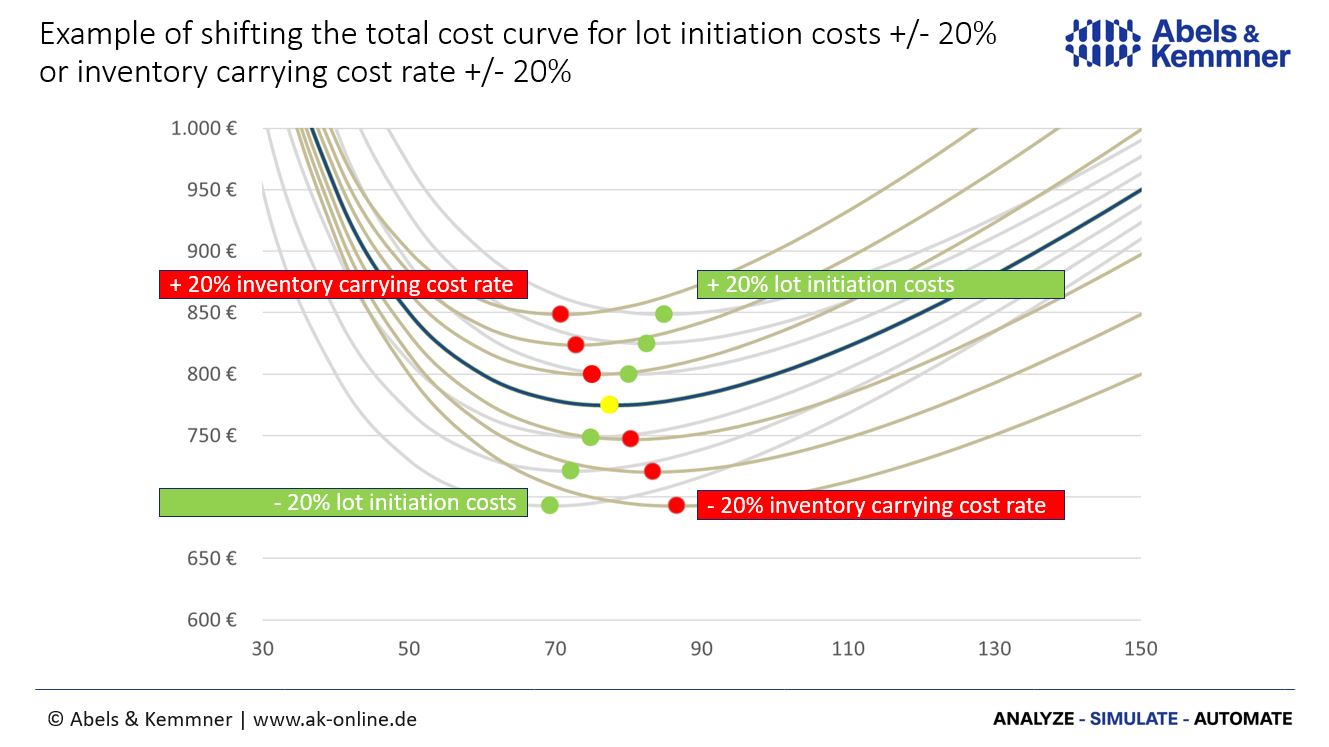
Fig. 4 shows an example of how the optimal lot size changes if the calculation of the inventory carrying cost rate or the set-up costs is +/- 20% off the “real” values. If the inventory carrying cost rate were 20% too low, the calculation would result in an optimal lot size of 87 pieces compared to the “real” 77 pieces. On the “real” total cost curve, a batch size of 87 pieces would not lead to a serious shift in total costs compared to 77 pieces.
Furthermore, our experience shows that the average lot sizes applied prior to an economic lot size optimisation are significantly further away from the respective optimal lot sizes than the lot sizes resulting from imprecise cost values.
Capacity limits must be checked
Once the most economical lot-sizing procedure has been identified for each article, the input costs have been determined with some degree of accuracy and economic lot sizes have been calculated for the articles under consideration, there is possibly still a small pitfall to be overcome..
All classical economic lot-sizing procedures consider single-stage, single-product production without capacity limitation. Neither are lot size dependencies between different storage levels considered, nor is production capacity, which may not be sufficient to produce all articles in the determined economic lot sizes. The lot-size dependencies between different storage levels can mostly be ignored in the dynamic situation in practice, not so the production capacities. If economic lot sizes are to be calculated not only for a few in-house production items, but for a wide range, it is important to check whether the available production capacities are exceeded when applying the economic lot sizes. If lot size optimisation leads to significantly reduced production lot sizes, retooling has to be done more frequently and thus production capacity is occupied by retooling and can no longer be used for the production of parts.
If the ERP system is able to determine the future capacity load from planned requirements, resulting production orders and applicable routings, such a bottleneck effects can easily be identified. In such a case, an EPEI (every part every nterval) or a rhythm wheel calculation can be used to determine a batch size mix of the various production parts that fits to the existing production capacities. Powerful software tools for optimising scheduling parameters, such as DISKOVER, which has already been mentioned in the previous blog posts, can also carry out such capacity checks, trigger the possibly necessary EPEI calculation and enlarge the economic batch sizes adequately.
The digitalisation of supply chain management, makes economic lot size calculation a routine process
The determination of economic lot sizes is an essential component of optimising supply chain management. There are only few reasons not the use economic lot sizes. However, digital tools of modern supply chain management are required to simply, consistently and reliably tap the cost reduction potential of economic lot sizes.
The costs of such tools are more than offset by the potential savings.
What is your experience with optimal lot size and costs effective lot sizing procedures? Just contact us!
On our Knowledge-Site you will find more helpful tips.
