

Material efficiency increased by 29% at Anita Dr. Helbig GmbH
By Felicitas Heid-Davignon 1 and Armin Klüttgen2
 Increasing material efficiency is attracting more and more attention. After all, there is great potential for optimization here. With the support of Abels & Kemmner, Anita Dr. Helbig GmbH has identified considerable cost-cutting potential as part of a material efficiency project and initiated initial measures for implementation. The increased awareness of the value-adding effect of reducing waste will have even more positive effects: Already during the project, the new transparency regarding material efficiency has noticeably changed the thinking of all employees involved.
Increasing material efficiency is attracting more and more attention. After all, there is great potential for optimization here. With the support of Abels & Kemmner, Anita Dr. Helbig GmbH has identified considerable cost-cutting potential as part of a material efficiency project and initiated initial measures for implementation. The increased awareness of the value-adding effect of reducing waste will have even more positive effects: Already during the project, the new transparency regarding material efficiency has noticeably changed the thinking of all employees involved.
While personnel costs have been at the center of improvement measures for many years, material costs have mostly been neglected. A survey conducted by the BDI in the fall of 2008 showed that around half of all German companies in the manufacturing industry had not yet implemented any measures to improve material efficiency. This is quite incomprehensible, given that expenditure on materials accounts for around 46% of costs in the manufacturing industry. In addition, analyses by Abels & Kemmner have shown that between 19% and a whopping 53% of material efficiency losses can be recovered.
Material efficiency projects pay for themselves quickly
This means that material efficiency projects pay for themselves very quickly and in some cases create considerable liquidity reserves. This should also be a good reason for every company to know and optimize its material efficiency. So why do many companies fail to exploit this hidden potential?
The reasons for this are, for example, a lack of awareness of the great potential of taking a close look at material efficiency. Or, if the knowledge is available, a lack of personnel capacity often stands in the way of carrying out such a project.
Anita Dr. Helbig GmbH is one company that was already convinced that it could uncover significant potential for reducing costs by investigating material efficiency. Initial internal assessments had already indicated this. Together with Abels&Kemmner, the various causes of rejects were therefore investigated as part of a potential analysis. The project included a detailed analysis of the causes as well as an exact quantitative evaluation of the different types of rejects and the hidden potential for improvement. The result was an action plan that showed detailed measures for realizing the potential within the identified fields of action.
A little fabric, ribbons, hooks and eyelets, perhaps a little lace, a good sewing machine – and the shapely and luxurious bra is ready. This is how simplified many people imagine the production of a bra to be. In reality, however, this product is the supreme discipline in the textile industry, both in terms of planning and production. There is a lot you can do wrong in terms of material efficiency – or, with the right optimization measures, you can reduce costs considerably.
Rejects have many causes
The planning of primary materials and finished products is faced with a variety of problems that need to be overcome with low stock levels and high delivery capacity. An example of this: Since the product to be planned is subject to fashion influences to a high degree, considerable quantities of incurable material (especially fabrics as wide goods or bales) are produced if planning is not optimized. This material can no longer be sold on economically viable terms. If there is no possibility of alternative use in the company’s own production, this material can only be destroyed.
There are also other planned and quality-related rejects in production. The planned ones arise, for example, when cutting individual parts from a layer pattern, whereby waste is produced in the layer pattern itself and at the layer edges and overlaps. The quality committees result from the fact that the work result does not meet the required criteria. Reworking is often not possible here, which also makes destruction necessary. The rejects in production can be considerable. All these rejects, which obviously have a wide variety of causes, should be avoided as far as possible.
However, before we get into the details of the measures that should lead to the elimination of rejects, it is necessary to understand how complex the production process is and what challenges this poses for the planning of BH production.
In addition to work processes such as picking and packing for the material flow to the sewing room, production essentially consists of prefabrication, laminating, cutting, molding and sewing. Prefabrication involves the processing of ingredients such as hooks, eyelets, tapes, etc. For example, fasteners are produced, straps are made up or tapes are cut and made available for the sewing department. Before cutting to size, wide fabrics of dyed and printed as well as unprinted elastic fabrics are unwound from the bale and relaxed using various methods, as the fabric on the delivered bale can have different tensions. In the next step, the relaxed materials are laid to the specified layer height and length, e.g. thirty pieces, and cut according to the layer pattern. When laminating, different fabrics are bonded (glued) together over a large area, making the material more stable (reinforced) and creating a different look and/or feel on both sides. The primary materials for laminating are also wide goods. Molding involves using high temperatures and pressure to shape rectangular sheets of fabric into the correct size and shape of the desired cup. The final shape is created by punching, whereby the protruding and unused but technically necessary edges are removed. The raw material for the molden is rectangular slabs that have been cut to size. When sewing, the finished bra is created from the materials described above or the pattern pieces made from them and other components such as edging tapes, elastic bands, underwires, etc. This can consist of up to forty different components and up to five different wide goods.
Material flow analysis – identification of material losses
This description of the production process already shows that the fabric has to go through many individual steps before it becomes a finished bra. The material flow analysis carried out at Anita in the first step was therefore an essential and indispensable part of the material efficiency project. She broke down the material flows between the production departments and documented for each production department how much planned and quality-related waste was generated in this area and how much incurrent quantities were destroyed.
Normally, a material flow should be listed in units of quantity (kg, m, m², m³…). This was not possible at Anita because the weights were not consistently documented for the material numbers (parts) and in the case of assembled parts (e.g. yard goods and piece goods in prefabrication) a clear assignment to the input material and thus a meaningful representation was no longer possible. In such a case, however, the evaluated quantity can provide a remedy, so that the information in the material flow is still meaningful with regard to material efficiency, as exact values could be determined for each production area. Specifically determined were:
- Forwarded material
- planned for scrap volume (absolute and in %),
- Scrap volume Quality (absolute and in %)
- Rejects of incurable material (absolute and in %)
It was found that Anita only has minor quality-related rejects in both prefabrication and sewing; there are no planned rejects in these work processes. However, there are significant reject rates when laminating, cutting and especially molding, which result from Anita’s high quality requirements. In addition, significant planned rejects were recorded during the molding and cutting. The destruction of insecure materials (including folding boxes) from the warehouse completes the list of material losses. Here, too, considerable sums are incurred each year. In total, materials worth around 20% of the purchasing volume were destroyed in 2009. At over 73%, the planned committees in Molden and Zuschnitt accounted for the largest share of this. However, the quality rejects in Molden and in particular the incurable materials also contributed significantly to the level of rejects at almost 22%.
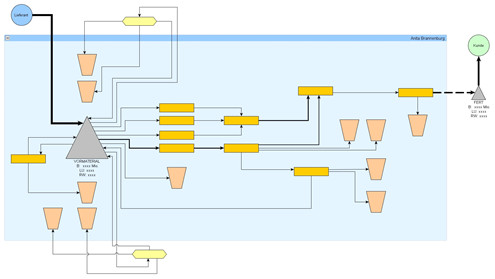
Constraint analysis – identifying the core causes of material losses
The material efficiency losses determined as part of the material flow analysis were further investigated using a constraint analysis. A cause-and-effect chain is established in the constraint analysis. The aim is to identify the “root causes” in a complex cause-and-effect network, i.e. the causes at the root of the network. An action plan to be drawn up following the constraint analysis contains the measures to eliminate the root causes identified.
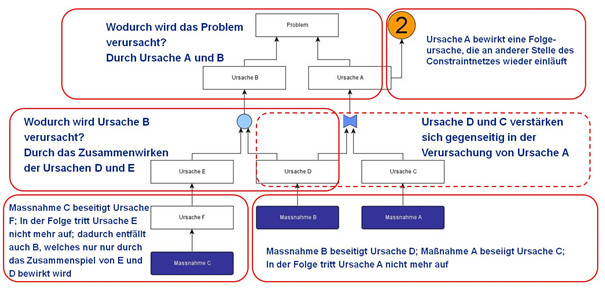
By eliminating the core causes, the effects in the constraint network collapse and the undesirable effects, in this case material inefficiencies, can be eliminated or reduced. The constraint analysis was only carried out where substantial material efficiency losses could be identified as part of the material flow analysis.
The clear result of the analysis: the main material losses are caused by the complexity of the planning task, whose multi-layered problems result in incurable material, as well as by particularly demanding production processes that are not always stable and in which materials that are difficult to control are used.
Planning deviations generate inaccurate material
Anita’s sales planning for articles and, as a result, the planning of materials to be procured is influenced by a number of factors, some of which can cause the planning result to deviate considerably from the actual situation. Customer demand in individual collection groups is strongly influenced by fashion and there is a constant demand for new products. The novelty character is not only created by colors and prints, but often also by innovative materials and processing that create a special function. These must meet the highest functional and quality requirements, which has two consequences: Anita goes through a very complex and therefore time-consuming development process together with the supplier, which is difficult to integrate with regard to the planning requirements. The second effect is that there are only a few alternative suppliers available due to the very high quality requirements and the complex development process. This can lead to procurement problems that can only be covered by additional safety stocks. Long replenishment times for many substances and primary materials and sometimes very sporadic requirements make life even more difficult for planners.
Due to unstable production processes, additional buffers must be maintained for some critical materials in order to ensure sufficient supply availability. Another problem is that material quantities and contracts have to be determined at a point in time when the demand for a new product is already known. We are not yet in a position to make any really reliable statements about the pre-order business. Initial planning is therefore usually based on experience. Recurring deviations in the inventories, caused by various deficits in the processes and system support, a high proportion of manually performed planning steps and inconsistently maintained data additionally hinder the creation of plans.
All in all, the various problem areas in planning, which overlap and in some cases reinforce each other, result in considerable quantities of inaccurate material, which in the worst case must be destroyed. In 2009, this was the third-largest item after the planned committees in the cutting and molding operations, accounting for approx. 14% of the total committee.
The music plays in the planned committee
Three quarters of the committees incurred in 2009 were planned committees for the cutting and molding operations. After the actual molding process, the shaping for the cup, the remaining pieces in the edge area (approx. 40%) are removed by punching from the fabric sheets used for this purpose, which were previously cut from the wide fabric. The resulting sections are no longer usable and are 100% scrap. In addition, there are also quality-related rejects, which can occur, for example, due to insufficient fixability of the mold, color changes due to the effect of temperature or changes to the surface due to heat (material becomes glassy or can harden).
In cutting, 20% of the quantities used were planned waste. This is made up of the layer edges, the layer overhang and the sections in the layer pattern itself. Compared to this, the rejects caused by quality defects during cutting, e.g. due to undetected material shrinkage, were almost negligible.
The action plan
Based on the findings of the material flow and constraint analysis, the project identified fields of action and formulated measures to tackle the core causes of material inefficiencies. In total, almost fifty different measures were developed in six different fields of action, some of which in turn contain several activities. The measures were evaluated with their potential for improving efficiency and listed in a project roadmap according to the size of the leverage effect. The following are just a few examples of the fields of action and excerpts from their measures:
- Field of action: planned and quality-related rejects in production
- Modification of test procedures and test times as well as training measures to increase the quality of the Molden work process
- Feasibility studies and other measures to reduce planned waste during the cutting process
- Field of action Supplier connection
- Optimization of the supplier portfolio and active supplier development
- Various measures to better manage sporadic requirements embedded in a stable handling process
- Negotiating various purchasing conditions
- Material planning and scheduling
- Design of a concept for the implementation of integrated planning and scheduling
- Optimization of material planning / purchasing through extended system support and various planning enhancements
- Field of action Transparency of portfolios
- Increased inventory security through adjustments to warehouse management
- Establishment of fully integrated inventory management in one system
The measures listed above can only give an impression of the complexity of the topic of material efficiency and the intensity of the project carried out with Anita. The potential that the project has revealed is quite impressive. And the awareness process that has been initiated has already led to a significant increase in motivation to increase material efficiency during the project period and the people involved have developed a great interest in the entire topic.
Quantification of the results
The measures defined in the various fields of action have resulted in a significant increase in material efficiency and therefore significant annual cost savings. Quality-related rejects are reduced by 50% in the sewing, molding, cutting and prefabrication processes and by 25% in laminating. The planned rejects at Molden and in cutting are to be reduced by 12.5% and 25% respectively. In addition, the material destruction that takes place in a storage area due to insecure materials is to be reduced by around 60%.
Overall, this results in a 29% reduction in rejects, which corresponds to annual savings of several hundred thousand euros. For the material efficiency project carried out, this means an amortization period of well under a month. Added to this is the change in awareness among all those involved in the project and the multiplier effects resulting from the various measures defined and implemented within the company.
As the topic of material efficiency has been somewhat neglected in recent years, projects in this area are also supported by demea (German Material Efficiency Agency), an institution of the Federal Ministry of Economics and Technology, as part of the Material Efficiency (VerMat) impulse program. Funding for an analysis of potential (initial consultation with an eligible project volume of up to €30,000) comprises 67% up to €15,000 and 50% from €15,000 – €30,000. Subsequent in-depth consulting is funded at a rate of 33%, with the maximum grant from the potential analysis and in-depth consulting amounting to €100,000.
About Anita Dr. Helbig GmbH
Founded in 1886 and with over a hundred years of experience in the global market, Anita enjoys an excellent reputation as a niche supplier of high-quality specialty lingerie and can count itself among the most entrepreneurially successful companies in the textile industry.
As a specialist supplier of corsetry, swimwear and special medical products for aftercare following breast surgery, Anita forms a competent, internationally active network of 20 individual companies with a total of over 1,200 employees and an annual turnover of around 80 million euros.
Production sites are located in Germany, Austria, Portugal, the Czech Republic and the Far East. Sales are primarily handled by the company’s own subsidiaries.
1 Felicitas Heid-Davignon is Head of Production and Logistics at Anita Dr. Helbig GmbH in Brannenburg.
2 Armin Klüttgen is a Principal at Abels & Kemmner GmbH.
