

Suppliers at Hansgrohe more closely integrated via Kanban connection
By Ulrich Jaeckle, Head of Purchasing/Logistics at Hansgrohe AG and Dr. Bernd Reineke
Following the successful conversion of the supply chain to pull processes (see Potentials 2005-4), Hansgrohe AG (www.hansgrohe.com), one of the world’s leading bathroom and sanitary specialists based in Schiltach, is taking a further step towards optimizing the supply chain: since the beginning of the year, the innovative company has been using Kanban to integrate suppliers. The changeover initially took place in a clearly defined, manageable pilot area. Organizational tools are used as well as the possibilities in SAP.
Hansgrohe AG’s approach was anything but typical: in order to achieve rapid success, the international mixer and shower manufacturer switched from push to pull processes for production and raw materials in parallel. To convert production, the “global player from the Black Forest” engaged the lean production specialist Leonardo Group (a cooperation partner of Abels & Kemmner), who prepared and implemented the processes on the lines in detail. Abels & Kemmner had the task of optimizing the purchasing materials. In order to achieve results quickly here too, a two-stage approach was taken. Initially, the disposition of raw materials was switched to the drawing reorder point procedure. The results achieved (e.g. 30% reduction in stocks and more) were already presented here in November 2005. In the second step, the raw materials were converted to supplier Kanban.
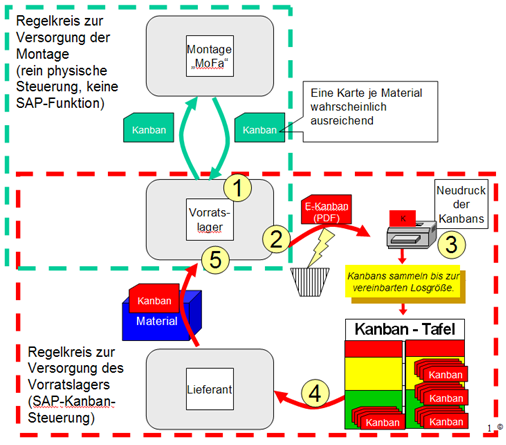
Due to a lack of space in the assembly area, two Kanban control loops were set up:
- Internal control loop for supplying the assembly with material quantities for one shift
- External control loop to the supplier for restocking the supply warehouse.
The integration of the suppliers began right at the start of the project: the logistical key figures and parameters that are decisive for the dimensioning of the Kanban control loops were defined in close coordination. The existing supply agreements were also reviewed and adjusted with regard to delivery flexibility and collateral. The aim was to avoid breaking the supply chain for assembly at all costs. One of the most important components of a modern faucet was chosen as the pilot area: the cartridge (also known as the “motor”), the heart of every single-lever mixer. If the supply chain breaks down here, large parts of the business would come to a standstill. However, it was precisely because Abels & Kemmner had confidence in the new methods to be used and in its existing experience that this project was tackled consistently. The following special framework conditions had to be taken into account in the Kanban pilot area:
- Lack of space in the assembly area, where the Kanban parts are installed but only a small proportion can be stored
- Quotation of materials (expansion elements, ceramic disks) to two to three suppliers
- Mapping of the supplier Kanban control cycle in the SAP system with simultaneous long-term forecasting of requirements
“In the past, individual part suppliers delivered larger batches at short notice. Today, the cards are automatically sent digitally. This immediately triggers the goods issue process at the supplier. The effect: in combination with advance planning, the upstream supplier can also plan its production better and does not have to produce and deliver larger batches ad hoc.”
A special feature of the solution is the double control circuit for the supply
- of the assembly area from the supply warehouse and
- for restocking the warehouse directly by the supplier.
The first control loop between production and the supply warehouse consists of a simple shuttle card solution. Once the material has been used up in production, the worker sends the card to the warehouse via a postal route agreed with all those involved. In the warehouse, this card is attached to the next pallet or packaging unit and transported to the designated storage location in production. This control cycle does not require (re)posting in the SAP system. Material withdrawal postings are made retrospectively with additions to the higher-level production order.
The second control loop for connecting suppliers was more complex to design and implement. Here, the flow of goods had to be accurately booked across company boundaries. This was realized by using the full SAP functionality (see illustration). Each Kanban card in the second control cycle is managed in the SAP Kanban board with its current status. The status is set to “empty” or “full” by scanning the barcode on the Kanban card in the outgoing and incoming goods department. Setting the status to “empty” automatically creates an entry in the scheduling agreement in SAP.
The Kanban card, which signals the need for subsequent deliveries, is automatically sent to the supplier as a PDF document by e-mail via message determination in SAP. All the customer has to do is print out the card, attach it to the goods and send it to Hansgrohe. At this point, the supplier had to take precautions to avoid double printing of the Kanban cards and thus overdelivery of the material. In Hansgrohe AG’s incoming goods department, the goods receipt posting for the corresponding delivery schedule is made directly by scanning the Kanban card barcode. The usual quality inspection in the incoming goods department is now no longer required. Instead, the company relies on the supplier’s quality inspection, provided that this has been sufficiently proven in the previous customer-supplier relationship. By using the credit memo procedure in SAP, the effort involved in the entire order processing is reduced to a minimum.
Another effect is the reduction in stocks: Stocks of materials that have been converted to the new process have already been reduced by around 40%, while maintaining optimum availability. The simulation carried out by Abels & Kemmner shows an overall reduction potential of well over 50% – congratulations Hansgrohe!
Hansgrohe AG (www.hansgrohe.com), headquartered in Schiltach in the Black Forest, has earned a reputation as an innovation leader in technology and design in its 105-year history in the sanitary industry. In 2004, the company generated a turnover of 428 million euros (2003: 369 million euros) with its brands Axor, Hansgrohe, Pharo and Pontos – an increase of 16 percent compared to the previous year. On this basis, the company created new jobs in Germany and abroad both in 2004 and last year. Today, the Hansgrohe Group employs more than 2,800 people worldwide, two thirds of them in Germany. The company produces in five German plants, in France, in the Netherlands, in the USA and in China.
The leonardo group was founded in 1998 and has its international headquarters in the center of Europe, Zug, Switzerland. Project offices are located in Germany and France. In the USA, leonardo group is represented by partners. The leonardo group is a catalyst between science, technology and “reality” in manufacturing and supply chain management. Thanks to intensive contacts with leading institutions in Europe and the USA, the leonardo group is able to translate new developments into practical solutions for the industry. This is illustrated by innovative approaches to training and software. All consultants have several years of experience in the industry.
Abels & Kemmner cooperates with the Leonardo Group on overarching topics in the area of supply chain management, with Leonardo focusing on production-related topics. With extensive know-how and sophisticated tools, Leonardo implements the Kanban/Pull philosophy by consistently adapting production processes and production lines to the respective product mix.
