

Just-in-time assembly
Author: Andreas Gillessen and Volker Göddertz
A Kanban system was introduced under SAP for the introduction of just-in-time (JIT) assembly of tool arms for changing workpieces in CNC production centers and for the procurement and production of the required assemblies and components. During implementation without customization programming, the aim was to optimally adjust shortened throughput times, reduced stock levels and high delivery readiness.
Chiron produces vertical CNC machining centers that are manufactured in series production, but can also be adapted to individual tasks thanks to a modular system. The product range includes five-axis universal milling machines, long-bed machining centers and one- or two-spindle machining centers with integrated workpiece changers. Tool arms are required for the workpiece changers, the assembly of which should be converted to just-in-time (JIT). The aim of this change was to improve delivery readiness while at the same time reducing stock levels.

Stock reduction potential of 43% determined in advance
The question of feasibility was clarified by a preliminary data analysis. This provided an inventory reduction potential of 43% of the existing inventory value at the start of the project. In order to convert tool arm production to JIT, stocks were moved to the variant-forming component level before tool arm assembly.
The aim was to create a card Kanban with a connection to the SAP Kanban system without customization programming. The concept was not “standardized” for SAP, but rather developed to be functionally optimized. The following Kanban processes should be used:
- Event-controlled Kanban for the call-offs of the tool arms (JIT assembly);
- Card Kanban system for urgent spare parts requirements for the tool arms;
- Container Kanban system for the pre-assembly of components;
- Collective Kanban system for in-house production of components;
- Card Kanban and container Kanban system for supplier integration;
- 2-bin Kanban system and transfer Kanban for small parts and bulk goods.
In particular, the requirement to implement a collective Kanban with traffic light control in SAP was problematic, as the SAP standard does not offer collective Kanban as an independent function.
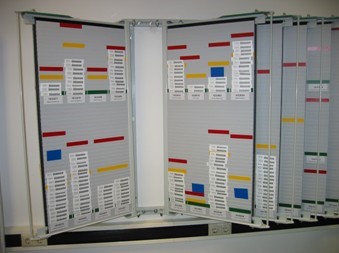
The benefit of the collecting kanban with traffic light control (Fig. 1) is that it makes in-house production more flexible. This is because production only has to start when the number of Kanban containers is in the red zone. If the number of empty Kanban containers is still in the yellow area, production can begin. This flexibility allows the production area to determine the time and quantity of subsequent deliveries itself. All production-relevant parameters such as container quantity, number of parts per container, minimum and maximum production batch sizes, lead, set-up, production and transport times as well as reject quantities, customer production batch sizes and so on were taken into account for the design.
Control loop dimensioning cannot be implemented with SAP
Without customization programming, a collective Kanban can only be integrated into SAP if two SAP control cycles are set up: Lot production Kanban and stock transfer Kanban.
However, another requirement for an optimized Kanban system cannot be adequately implemented with SAP: control loop dimensioning. It must be carried out regularly, as there are always fluctuations in customer demand, changes in production processes and production parameters. As a rule, however, control cycle dimensioning is only carried out using the “classic” Kanban formula, which is also used in the SAP PP module. However, these parameters are not sufficient. With this formula, the dimensioning of the circulating kanbans and thus the stand height essentially depend on the safety factor, which is not determined mathematically and analytically, but by “gut feeling”. Furthermore, the classic Kanban formula does not take into account all the variables that need to be considered. This is why the classic SAP Kanban formula falls short.
Optimal Kanban control loops can only be achieved if other control variables are included:
- Batch size of the supplier;
- Batch size/consumption units of the customer;
- Consumption behavior of the article;
- Reject factors;
- Delivery reliability;
- Capacity situation/flexibility/lead time and expected future consumption.
For this reason, Chiron uses Kanban dimensioning from Abels & Kemmner. Kanban dimensioning takes the requirements of the tool arms from the SAP consumption or SAP SOP data and uses the BOM explosion to determine the requirements for all Kanban-controlled components. These values form the basis for dimensioning because they are used to determine the basic and safety stock for each component depending on the consumption behavior (XYZ components).
The defined parameters of each individual component and a simulation period of five years are now used to test the number of kanbans that need to be fed into the system. The safety stock is constantly monitored to ensure that it is sufficient to prevent the system from running empty and that there are no excess Kanban containers circulating in the system. The following results, among others, are made available to employees to assess the system:
- Number of kanbans required and difference to the current situation;
- maximum number of Kanban containers in the storage area;
- Minimum, average and maximum stock levels;
- Basic and safety stock on the basis of the WBZ;
- Calculation of the average monthly setup processes.
The dimensioning can now be repeated several times by changing the parameters. This allows improvements in stocks and set-up processes to be weighed up against changes in parameters.
The changeover to JIT production with Kanban control first required an organizational change in the affected areas: The tool arm assembly was given a new assembly layout. The type and design of the assembly workstations (aids, gripping areas and walkways) and the associated storage areas (“supermarket”) were also renewed. The aim of the workplace design was also to use suitable tools to increase productivity by increasing the throughput per arm and worker.
These activities were managed and implemented by Chiron. However, Abels & Kemmner accompanied the changeover as a sparring partner and by providing the necessary input. Today, tool arm assembly is JIT. What this means varies depending on whether it is a new or replacement order.
Short set-up times and short throughput times
Thanks to short set-up times and short throughput times, the tool arms can be assembled with “batch size 1” and made available for final assembly at the production centers at short notice. The call-offs are triggered via the so-called “event-driven SAP Kanban”. The logistics center triggers its requirements in SAP and generates a production order in SAP, which is then immediately printed out in the tool arm assembly department. The tool arm assembly must meet the requirements with a maximum lead time of two days. The tool arms must then be ready for dispatch to the logistics center.
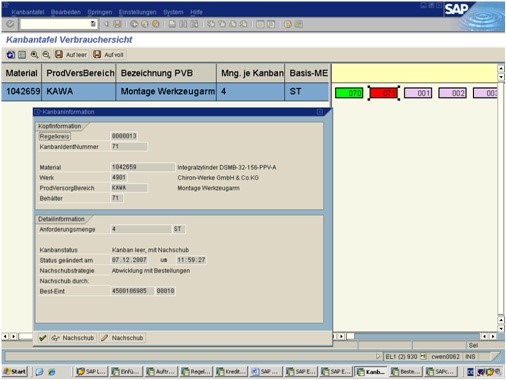
However, some customers’ spare parts requirements must be able to be met immediately and directly. A lead time of less than one day may already be too long. A separate Kanban control cycle for spare parts requirements was created in SAP in order to be able to meet these requirements. This control circuit works with a safety stock of five tool arms. If requirements are covered by this safety stock, the tool arm assembly department must replenish it at short notice. Control here is carried out classically via Kanban cards, which are attached to the tool arms. The Kanban cards are made available to the assembly department during removal. Production orders are generated and completed in SAP via “empty” and “full” scanning of the Kanban cards (Fig. 2).
To ensure that sufficient components and assemblies are always available, the component store was designed as a Kanban store upstream of the tool arm assembly line to supply the tool arm assembly line. This approach made it possible to shift the increased warehousing away from the tool arm and back to a lower value-added stage (components instead of tool arms). The security of supply of components means that changes in demand or additional requirements can be responded to and met at short notice.
In addition, by shifting warehousing to a lower stage of the value chain, but above all before the actual variant-creating production stage, a higher delivery service was made possible while at the same time greatly reducing stock levels. The goods are stored in a wide variety of containers. Some items are stored in a roller flow rack. This is also used to store components for the assembly of the so-called grippers.
The introduction of Kanban with external suppliers differs at Chiron from the customer’s perspective only in that “external parties” are also involved in the control loop. The selection of Kanban-compatible items is therefore understandably always linked to the selection of suitable suppliers. At Chiron, three suppliers were integrated into the Kanban control system. At the same time, a changeover was made for these suppliers from classic order processing to delivery schedule lines. Delivery schedule lines and goods receipts for the delivery schedule are generated via the “empty” and “full” scanning of the Kanban cards or Kanban containers. For the remaining suppliers, most of whom only supply a small number of low-value components, the reorder point procedure was used for pull control. The necessary signaling and safety stocks were dimensioned accordingly.
Kanban introduction involves employees conceptually
The introduction of Kanban began with a change in the working methods and behavior of the employees involved at Chiron. This alone necessitated the decentralization of production control back to the production areas. A key success factor in the introduction of Kanban at Chiron was therefore the integration of employees into the system concept. All organizational processes were also developed together with the employees. In addition, a one-day management game was used in which the participants gradually optimized a production process and switched from push to pull control.
The employees were thus trained and qualified in Kanban in a very short time to such an extent that requirements, tasks and problems arising from a changeover to Kanban could be assessed well. In this way, the employees’ trust in the concept and their understanding and identification with the overall processes and the detailed processes of the respective production areas could be created. And this is important, because employees are responsible for ensuring that components are delivered on time and in the right quality as part of the Kanban system. This increase in employees’ self-control skills is also the real reason for the considerable reduction in the control, coordination and booking work involved in Kanban control.
