As the oldest German manufacturer of surgical suture material, SERAG-WIESSNER combines decades of experience with state-of-the-art medical know-how.
The production of sterile catgut began over a hundred years ago. The company has also been successfully established as a producer of sterile liquid dosage forms for a long time. Efficiency is not only a tradition at the Upper Franconian plant, it is also the future: because the combination of precise manual work and high-tech, industrial production methods means that the highest quality requirements can be met in the manufacture of small series, custom-made products and standard products.
Textile implants, surgical suture material, infusion and irrigation solutions are manufactured in a clean room area of over 2000 m² using state-of-the-art research and technology. In addition, interdisciplinary teams of external and internal doctors, pharmacists, biologists, chemists and engineers are developing new, better and more tolerable materials and novel treatment options.
In addition to surgical suture material and textile implants, sterile solutions represent the third division of the company. SERAG-WIESSNER manufactures standard infusion solutions, liquid and sterile products for wound treatment, numerous special solutions as well as individual formulations specifically tailored to customer requirements. Many of these products are available from stock.
This article deals with the optimization of production control in the area of sterile solutions.
Initial situation
Sterile solutions were not systematically planned and scheduled. The scheduling parameters were largely determined manually at the discretion of the scheduler. As a result, the delivery performance was unsatisfactory and production was disrupted by many ad hoc orders and last-minute rescheduling processes, making it inefficient. The restrictions to be taken into account during planning and scheduling are essentially the
- Very high set-up costs on the bottlepack system during a mold change
- Set-up time and costs when changing the flushing group
- limited capacities in the area of solutions
Objective
The aim of the project was to set up a systematic planning and scheduling system with optimization of logistical parameters such as
- Cycle times per filling system (dynamic cycle times depending on the setup status of the bottlepack system, if applicable)
- Batch sizes depending on the cycle time and forecast demand
- Availability of at least 93%
- Automated and optimized forecasts and safety stocks as far as possible
- Automatic determination of the production program with optimized sequence of production orders, taking into account the available capacity
As the DISKOVER SCO optimization tool was already in use and had achieved very good results in the area of planning and scheduling (see https://ak-online.de/fallstudie/fallstudie-serag-wiessner), the solution was to be implemented in the existing DISKOVER environment with regular controlling of the key performance indicators.
Procedure
The EPEI (Every Part Every Interval) concept from lean management was used as the basis for determining cycle times. The EPEI value indicates the shortest cycle time after which a manufactured part can be returned to the (bottleneck) system (see also https://ak-online.de/2014/12/kurz-bundig-epei-every-part-every-intervall).
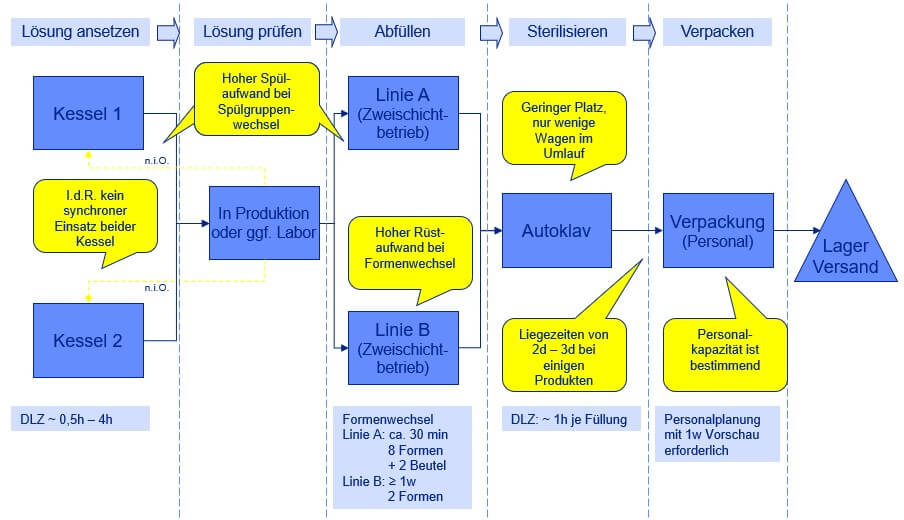
The production process considered here included several system components that can also become a bottleneck (see illustration).
Before the EPEI could be determined, the set-up times for adapting or converting the system and the cleaning times were calculated. As these times can vary greatly depending on the preceding article, a set-up time matrix was created that contains the times from each article to each other article. To calculate the EPEI, the optimum set-up sequence was determined in order to make the best possible use of the machines and to achieve the shortest possible interval, which means greater flexibility as a result.
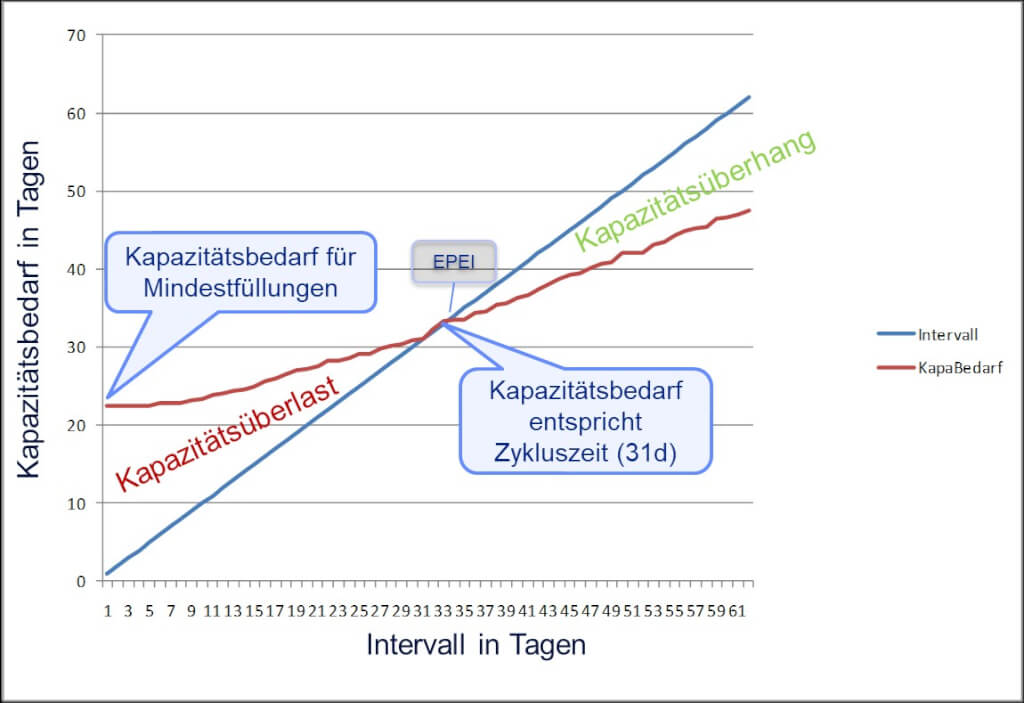
The batch sizes could be determined dynamically after determining the EPEI. A periodic lot-sizing procedure is selected, which combines all requirements within the so-called stocking time into one lot. The covering time therefore corresponds to the EPEI. It therefore quickly becomes clear that the EPEI has a major influence on the stock level.
Forecasts of future requirements and safety stocks are calculated automatically using the DISKOVER SCO system. With the help of integrated simulation technology, the system automatically selects the most suitable process and process parameters for each material. The target variables taken into account are, firstly, the target readiness for delivery and, secondly, the simulated average stock. This ensures that the desired delivery readiness is maintained while also keeping stocks low (see also https://ak-online.de/fallstudie/fallstudie-serag-wiessner).
In the solution to be developed, the correct sequences of production orders were to be determined. To this end, the necessary orders were first determined using the integrated MRP process. This takes into account the current demand/inventory situation with forecast and customer requirements as well as already available inventories and access elements. As a result, production proposals (planned orders) are generated, which must be placed in the correct order within the EPEI. The current setup situation on the system is taken into account and the next most suitable planned order is determined from the setup matrix. In the next step, the orders are scheduled on the system. Set-up, cleaning and processing times must be taken into account, as well as the filling quantities of the boilers. However, a production order can only be scheduled if the entire process can be completed by the end of the second shift. If this is not the case, the production order must be started in the next morning shift. However, set-up can still take place in the late shift of the previous day if necessary.
The solution
The above requirements were to be realized in an easy-to-use application that was as automated as possible. For this purpose, an additional module was created in the existing DISKOVER SCO optimization program, which provides the necessary functions. After starting the module, a view of the current production situation opens directly with a suggestion of which orders are to be produced next and in what order. Additional information about the current stock situation and range can be seen at a glance. By simply marking the proposals and then saving them, the planned orders are converted into production orders and immediately transferred to the ERP system. It is possible to combine or split orders.
A further requirement arose after the implementation phase: a new product line was manufactured on the system, which required a considerable amount of cleaning. The management therefore decided to always produce this product for a full week. For the program, this means that when a suggestion from this new product series appears, the entire week is filled with articles from this product. Other proposals that had already been scheduled then had to be automatically rescheduled for a later date.
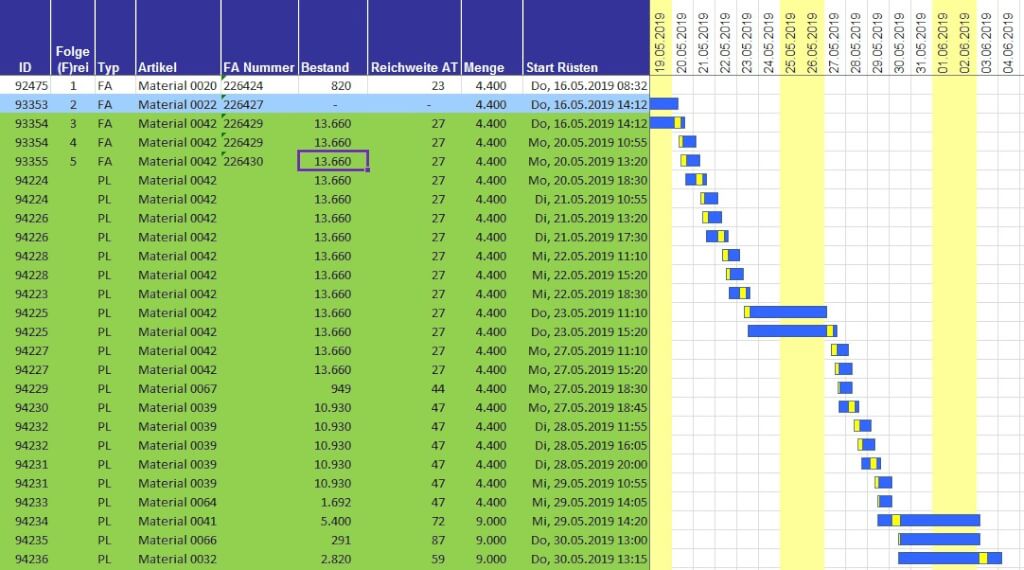
For a better overview, the current planning result can also be displayed graphically as a Gantt chart, which provides additional control of the results (see illustration). The new module was introduced using the tried-and-tested procedure with a pilot phase in which the results were thoroughly tested and the solution fine-tuned in parallel operation and then rolled out to all materials in this system. The users found their way around very quickly and were quickly able to use the advantages of the solution. As a result, the system can be used to its full potential and at the same time the ability to deliver over 93% of the solution products can be significantly improved.