
Lieferanten bei Hansgrohe über Kanban-Anbindung stärker integriert
Von Ulrich Jaeckle, Leiter Einkauf/Logistik der Hansgrohe AG und Dr. Bernd Reineke
Nach der erfolgreichen Umstellung der Beschaffungskette auf Pull-Verfahren (siehe Potenziale 2005-4) macht die Hansgrohe AG (www.hansgrohe.com), einer der weltweit führenden Bad- und Sanitärspezialisten mit Sitz in Schiltach, einen weiteren Schritt zur Optimierung der Supply Chain: Seit Jahresbeginn geht das innovative Unternehmen die Lieferantenintegration per Kanban an. Die Umstellung erfolgte zunächst in einem klar abgegrenzten, überschaubaren Pilotbereich. Dabei werden sowohl organisatorische Hilfsmittel angewandt als auch die Möglichkeiten in SAP genutzt.
Die Vorgehensweise der Hansgrohe AG war alles andere als typisch: Um schnelle Erfolge zu erzielen, ging der international tätige Armaturen- und Brausenhersteller die Umstellung von Push- auf Pull-Verfahren parallel für Produktions- und Rohmaterialien an. Zur Umstellung der Produktion engagierte der “Global Player aus dem Schwarzwald” den Lean Production Spezialisten Leonardo Group (ein Kooperationspartner von Abels & Kemmner), der die Prozesse im Detail an den Linien vorbereitete und umsetzte. Abels & Kemmner hatte die Aufgabe, die Einkaufsmaterialien zu optimieren. Um auch hier schnell zu Ergebnissen zu kommen, ging man in zwei Stufen vor. Zunächst wurde die Disposition der Rohmaterialien auf das ziehende Meldebestandsverfahren umgestellt. Die dabei erzielten Resultate (z.B. 30% Bestandsreduktion und mehr) wurden bereits im November 2005 an dieser Stelle vorgestellt. Im zweiten Schritt wurden nun die Rohmaterialien auf Lieferanten-Kanban umgestellt.
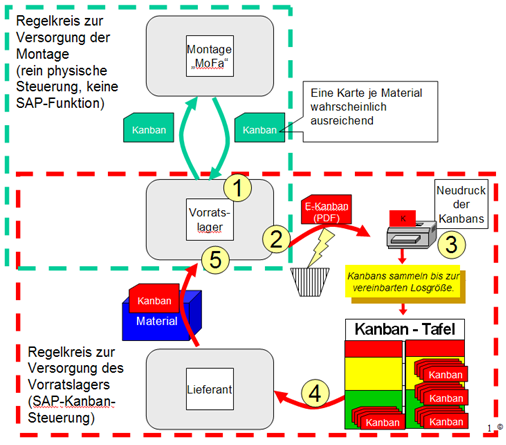
Wegen mangelnder Stellflächen in der Montage wurden zwei Kanban-Regelkreise aufgebaut:
- Interner Regelkreis zur Versorgung der Montage mit Materialmengen für eine Schicht
- Externer Regelkreis zum Lieferanten zur Nachbevorratung des Vorratslagers.
Die Integration der Lieferanten begann bereits zu Beginn des Projektes: in enger Abstimmung wurden die logistischen Kennzahlen und Parameter festgelegt, die für die Dimensionierung der Kanban-Regelkreise maßgeblich sind. Ebenso wurden die bereits bestehenden Liefervereinbarungen hinsichtlich Lieferflexibilität und Sicherheiten überprüft und angepasst. Ziel war es dabei, ein Abreißen der Versorgungskette für die Montage auf jeden Fall zu vermeiden. Als Pilotbereich wurde einer der wichtigsten Bausteine einer modernen Armatur gewählt: die Kartusche (auch “Motor” genannt), das Herzstück eines jeden Einhebelmischers. Reißt hier die Versorgungskette ab, würden große Teile des Betriebs ins Stocken geraten. Aber gerade weil das Vertrauen in die neu anzuwendenden Methoden und in die dafür vorhandene Erfahrung von Abels & Kemmner da war, ging man dieses Projekt konsequent an. Hierbei mussten folgende besondere Rahmenbedingungen im Kanban-Pilotbereich berücksichtigt werden:
- Platzmangel im Montagebereich, wo die Kanban-Teile verbaut werden, aber nur ein geringer Teil gelagert werden kann
- Quotierung der Materialien (Dehnstoffelemente, Keramikscheiben) auf zwei bis drei Lieferanten
- Abbildung des Lieferanten-Kanban-Regelkreises im SAP-System mit gleichzeitiger langfristiger Vorausschau der Bedarfe
“Früher lieferten die Einzelteillieferanten kurzfristig größere Chargen. Heute werden die Karten automatisch digital versandt. Damit wird der Warenausgangsprozess beim Lieferanten umgehend ausgestoßen. Der Effekt: In Kombination mit der Vorausplanung kann auch der Vorlieferant seine Produktion besser planen und muss nicht ad hoc größere Chargen produzieren und liefern.”
Eine Besonderheit der Lösung liegt in dem doppelten Regelkreis zur Versorgung
- des Montagebereichs aus dem Vorratslager heraus und
- zur Nachbevorratung des Vorratslagers direkt durch den Lieferanten.
Der erste Regelkreis zwischen Produktion und Vorratslager besteht aus einer einfachen Pendelkartenlösung. Ist das Material in der Produktion verbraucht, schickt der Werker die Karte über einen mit allen Beteiligten abgestimmten Postweg an das Lager. Im Lager wird diese Karte an die nächste Palette bzw. Verpackungseinheit geheftet und in die Produktion an den vorgesehenen Stellplatz gefahren. Bei diesem Regelkreis ist eine (Um-)Buchung im SAP-System nicht erforderlich. Die Materialentnahmebuchungen erfolgen retrograd mit Zubuchen des übergeordneten Fertigungsauftrags.
Der zweite Regelkreis zur Anbindung der Lieferanten war in der Gestaltung und Realisierung aufwendiger. Hier musste der Warenfluss über die Unternehmensgrenzen hinweg genau gebucht werden. Realisiert wurde dies, indem man die volle SAP-Funktionalität nutzte (vgl. Abbildung). Jede Kanban-Karte des zweiten Regelkreises wird in der SAP-Kanban-Tafel mit aktuellem Status geführt. Der Status wird per Scannen des Barcodes auf der Kanban-Karte im Warenaus- und -eingang auf “leer” bzw. “voll” gesetzt. Mit dem Setzen auf den Status “leer” wird in SAP automatisch eine Eintragung im Lieferplan erzeugt.
Die Kanban-Karte, die Nachlieferungsbedarf signalisiert, wird über die Nachrichtenfindung in SAP automatisch als PDF-Dokument per E-Mail an den Lieferanten gesendet. Dieser braucht nur noch die Karte auszudrucken, an die Ware zu heften und diese an Hansgrohe zu senden. An dieser Stelle musste der Lieferant Vorkehrungen treffen, um einen Doppeldruck der Kanban-Karten und damit eine Überlieferung des Materials zu vermeiden. Im Wareneingang der Hansgrohe AG erfolgt direkt mit Scannen des Kanban-Karten-Barcodes die Wareneingangsbuchung zur entsprechenden Liefereinteilung. Auf die bis dato übliche Qualitätsprüfung im Wareneingang wird nun verzichtet. Stattdessen verlässt man sich auf die Qualitätsprüfung beim Lieferanten, sofern sie dort in der bisherigen Kunden-Lieferanten-Beziehung hinreichend nachgewiesen wurde. Durch Anwendung des Gutschriftenverfahrens in SAP wird so der Aufwand der kompletten Bestellabwicklung auf ein Minimum reduziert.
Ein weiterer Effekt stellt sich in der Bestandsreduzierung ein: Die Bestände der Materialien, die auf das neue Verfahren umgestellt wurden, sind bereits um ca. 40% zurückgegangen und dies bei bester Verfügbarkeit. Die von Abels & Kemmner durchgeführte Simulation ergibt insgesamt ein Reduzierungspotenzial von deutlich über 50% – Glückwunsch Hansgrohe!
Die Hansgrohe AG (www.hansgrohe.com) mit Stammsitz in Schiltach/Schwarzwald hat sich in ihrer 105jährigen Geschichte innerhalb der Sanitärbranche den Ruf als Innovationsführer in Technologie und Design erworben. 2004 erwirtschaftete das Unternehmen mit seinen Marken Axor, Hansgrohe, Pharo und Pontos einen Umsatz von 428 Mio. Euro (2003: 369 Mio. Euro) – im Vergleich zum Vorjahr ein Plus von 16 Prozent. Auf dieser Basis schuf das Unternehmen sowohl 2004 als auch im abgelaufenen Jahr im In- und Ausland neue Arbeitsplätze. Weltweit beschäftigt die Hansgrohe Gruppe heute mehr als 2800 Mitarbeiterinnen und Mitarbeiter, davon zwei Drittel in Deutschland. Das Unternehmen produziert in fünf deutschen Werken, in Frankreich, in den Niederlanden, in den USA und in China.
Die leonardo group wurde 1998 gegründet und hat den internationalen Sitz im Zentrum Europas, Zug, Schweiz. Projekt Büros befinden sich in Deutschland und Frankreich. In den USA ist leonardo group durch Partner repräsentiert. Die leonardo group ist ein Katalysator zwischen Wissenschaft, Technologie und der “Realität” in der Fertigung und Supply Chain Management. Durch intensive Kontakte zu führenden Institutionen in Europa und USA ist die leonardo group in der Lage neue Entwicklungen in praktische Lösungen für die Industrie umzusetzen. Dies wird verdeutlicht durch innovative Ansätze für Training und Software. Alle Berater haben mehrjährige Erfahrung aus der Industrie.
Abels & Kemmner kooperiert mit der Leonardo Group bei übergreifenden Themen im Bereich Supply Chain Management, wobei Leonardo die produktionsnahen Themen zum Schwerpunkt hat. Mit großem Know How und ausgefeilten Tools setzt Leonardo die Kanban/Pull-Philosophie durch konsequentes Anpassen der Produktionsprozesse und Produktionslinien unter Berücksichtigung des jeweiligen Produktmix um.
